How It Works
Precision CNC Milling & Turning
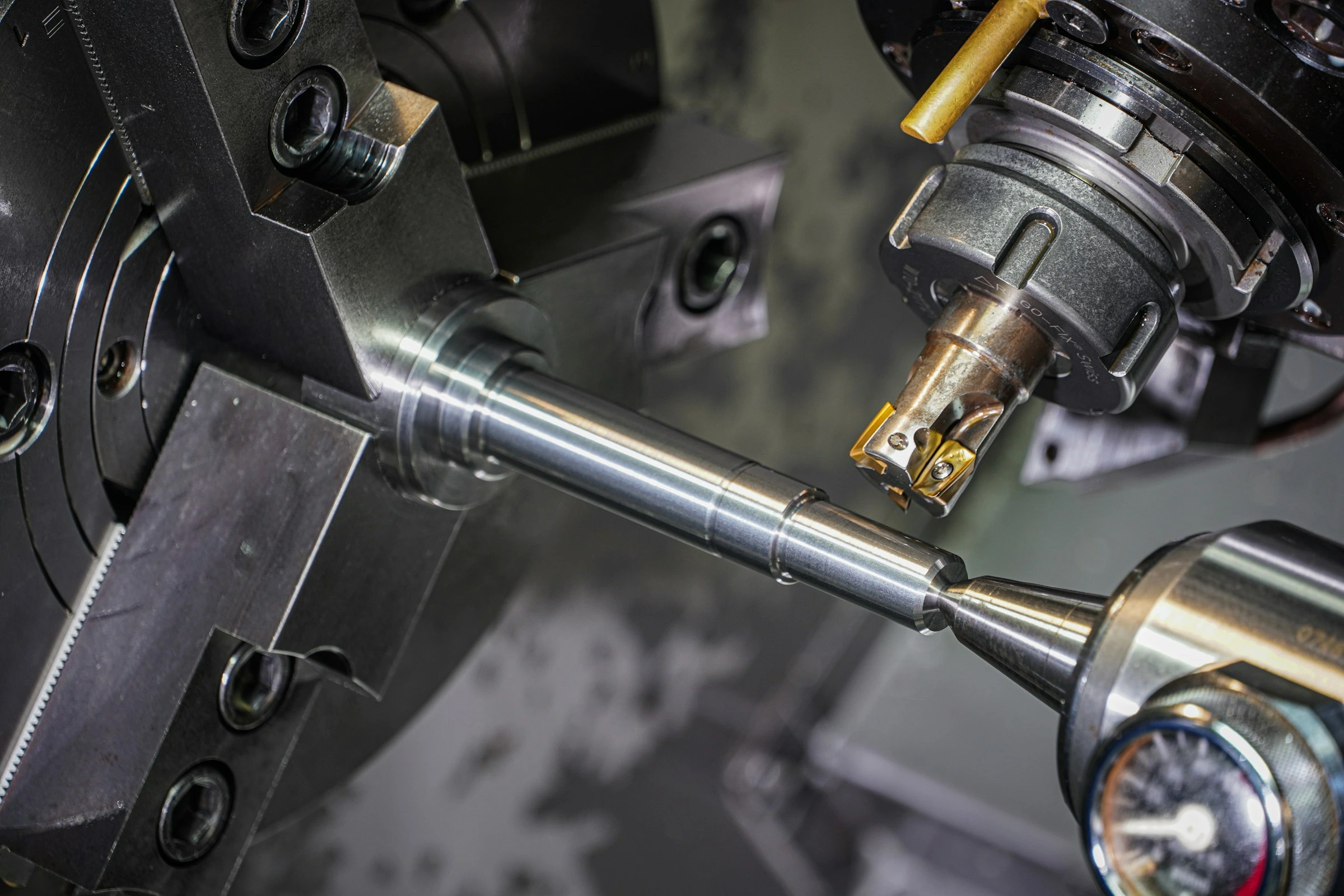
CNC machining removes material from a solid billet using computer-controlled cutting tools. FYORD runs 3-axis machining centres for prismatic parts and 4-axis for complex contours, plus CNC lathes for turned components.
Ideal for brackets, housings, shafts, flanges, heat sinks, jigs, and fixtures where sheet metal isn't enough. Tolerances tighter than ±0.025 mm achievable on request.
- Milling max envelope: 500 × 300 × 150 mm
- Turning max: Ø300 mm × 600 mm between centres
- Surface finish Ra 0.8 – 3.2 µm standard
- Thread milling, tapping, boring, and reaming in-house
- ISO 2768 medium tolerance as standard